Which Motherboard is Best Suited for Your Industrial Application?
Industrial applications demand reliable performance, longevity, and the ability to withstand demanding environments. Industrial motherboards are specially engineered for factories, and industrial environments where machines must run reliably for extended periods in challenging circumstances. But how can you choose the motherboard that best suits your industrial application? Let’s break it down step-by-step.
Table Of Contents
- The Unique Demands of Industrial Applications
- Key Factors to Consider When Choosing a Motherboard for Industrial Use
- Types of Motherboards for Industrial Applications
- Making Your Final Decision
The Unique Demands of Industrial Applications
Industrial environments differ drastically from consumer setups found in homes or offices. While typical motherboards provide adequate performance for everyday use, industrial applications require something more robust as these systems may be exposed to extreme temperatures, vibrations, humidity levels, and dust, potentially harming sensitive components.
Industrial systems must operate continuously without downtime, so power efficiency, durability, and uptime should all be top priorities. Don’t forget connectivity either- industrial single board computers often need multiple I/O ports to interface with sensors, machinery cameras, and other control systems.
Key Factors to Consider When Choosing a Motherboard for Industrial Use
Before delving into the various motherboards explicitly designed for industrial uses, let’s first discuss some important factors that should influence our decisions.
1. Durability and Reliability
Industrial environments can be demanding on electronics, making durability even more essential. A suitable industrial motherboard must withstand heat, cold, dust, and moisture conditions without fail – which is why many are constructed using military-grade components such as tougher capacitors, reinforced connectors, and fanless designs for quieter, more reliable operation.
2. Power Efficiency
Industrial applications often make electricity usage an essential consideration. From large factories and fleets of machines, energy costs can quickly add up – choosing a motherboard equipped with adequate power management features can significantly lower operating expenses and operating expenses.
3. Temperature Resistance
Extreme temperatures are an increasingly prevalent challenge for industrial computer environments, particularly outdoor applications and places such as factories or warehouses. Some motherboards are designed to operate across a wide temperature range, providing your system with reliable operation even during hot and cold conditions.
4. Longevity and Support
Industrial systems are constructed to last years or decades. Their lifespans should correspond with your long-term application needs, and manufacturers should offer ongoing support, including firmware updates and spare part availability for extended periods.
5. Connectivity and Expandability
Industrial applications often demand multiple I/O options. This could include serial ports, Ethernet ports, USB connections, and PCIe slots to add components such as graphics cards or storage. Therefore, when choosing your motherboard, you must ensure it offers enough connectivity options to integrate smoothly into other systems in your application.
Types of Motherboards for Industrial Applications
Now that we understand the fundamentals let’s dive deeper into various types of motherboards used for industrial applications. Several options should be carefully considered when choosing an industrial motherboard based on project complexity, required features, and the environment in which we will operate.
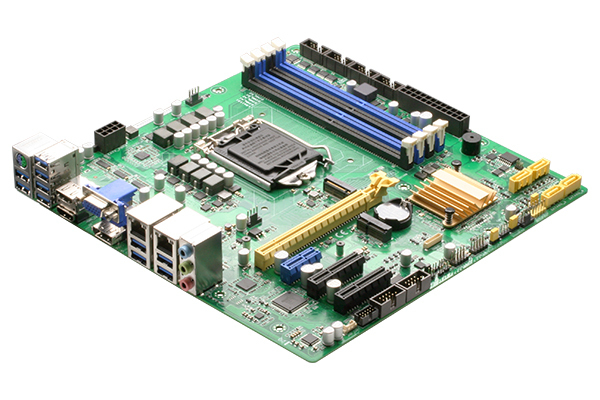
1. ATX Industrial Motherboards

Best for: Large systems, flexible expandability, robust applications
ATX motherboards are a staple choice in industrial environments where space is not an issue, and the system needs to support multiple expansion cards. ATX boards are exceptionally well suited to supporting complex industrial computers and applications such as automation control systems, industrial PCs, or systems requiring extensive I/O.
Pros:
- Supports multiple PCIe slots for adding expansion cards.
- It can accommodate large processors with high computing power.
- It offers several RAM slots, making them highly upgradeable.
- Long-term support for hardware and software.
Cons:
- Larger size, which can be a disadvantage in space-constrained environments.
- It may consume more power compared to smaller form factors.
2. Mini-ITX Industrial Motherboards
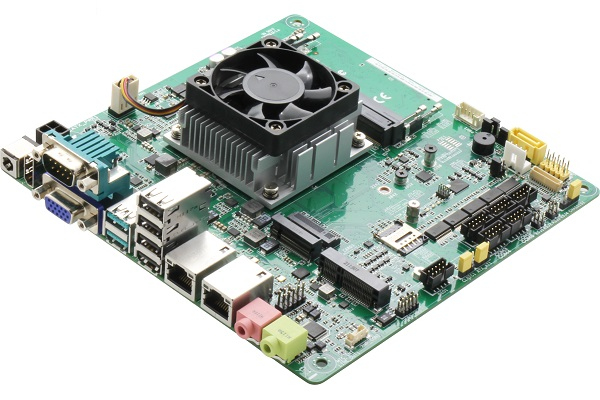
Best for: Compact systems, space-constrained environments, low power consumption
Mini-ITX motherboards are an ideal choice for industries with systems requiring compact form factors without compromising too much performance. Smaller than their ATX counterparts, these boards are perfect for embedded systems, kiosks, digital signage, and small-scale automation solutions.
Pros:
- They are extremely compact, allowing them to fit into tight spaces.
- Low power consumption, which is ideal for energy-efficient systems.
- Quiet operation, often fanless designs.
Cons:
- Limited expandability due to fewer expansion slots.
- Smaller RAM capacity and fewer ports compared to larger motherboards.
3. EPIC (Embedded Platform for Industrial Computing)
Best for: Embedded computer system, rugged environments, long-term operation
EPIC motherboards were created explicitly for embedded industrial single-board computer use. Unlike Mini-ITX motherboards, EPIC boards provide the perfect balance of size and performance, making them suitable for industrial automation solutions systems and network devices.
Pros:
- Small form factor with better performance than Mini-ITX.
- Often equipped with industrial-grade components, they are more durable.
- Suitable for 24/7 operations and great for embedded applications.
Cons:
- Not as widely available as ATX or Mini-ITX.
- They can be more expensive due to their specialized components.
4. Ruggedised and Fanless Motherboards

Best for: Harsh environments, high vibration, dusty or damp conditions
Ruggedized motherboards explicitly designed to withstand harsh environments can easily withstand dust, moisture, vibrations, and extreme temperatures. Many feature sealed components to resist physical damage and ensure optimal performance in these harsh conditions.
Pros:
- Built to withstand extreme temperatures, vibration, and harsh conditions.
- Fanless designs make them ideal for environments where dust and dirt might clog fans.
- Excellent reliability and low maintenance.
Cons:
- Generally, there are fewer expansion options than ATX boards.
- It may not be as powerful as more extensive systems, so it may not suit high-performance needs.
Making Your Final Decision
Once you’ve selected the motherboard that best meets your requirements, there are still other things you should consider when selecting. Here are a few:
- Processor Compatibility: Make sure your motherboard supports the processor you require for your industrial single-board computer application; for instance, if a high-performance CPU is essential, ATX or EPIC boards might be more suitable.
- Expansion Options: Consider how many additional components and peripherals you plan to connect to your system, if any. If more I/O ports are required than expected, an ATX or EPIC motherboard might be more appropriate than a Mini-ITX motherboard.
- Long-Term Support and Availability: As industrial systems must last years, selecting a motherboard with long-term support and parts availability is significant. Certain manufacturers even provide “industrial versions” with extended life cycles and ongoing updates.
- Cost Considerations: Cost is always an element of any industrial application. While quality should never be sacrificed when designing industrial-grade systems, you should still seek value by investing in ruggedized motherboards at a slightly more significant upfront expense if this will allow fewer maintenance issues and more extended service.
Conclusion
Selecting an industrial motherboard requires careful consideration of many factors, including durability, temperature resistance, expandability, and power efficiency. ATX motherboards work best in more significant, complex systems. In contrast, Mini-ITX boards may work better with low-power usage applications like low-cost surveillance solutions or fanless industrial-grade boards that can withstand extreme environments.
ITG India understands the significance of selecting an ideal motherboard for industrial applications. Their selection of ruggedized, reliable motherboards suited for harsh environments meets diverse industrial needs – making ITG India your one-stop shop to find your ideal match. Be it embedded systems, industrial control units, or any other industrial monitor application, choosing wisely means your systems will run without interruption for years!

